一、聚四氟乙烯(PTFE)简介
聚四氟乙烯(PTFE)是一种白色不透明的材料,常用于制造导管、软管、管道内衬管以及编织增强管等。PTFE以其出色的耐高低温性能(最高可达260°C)、卓越的化学稳定性以及高纯度著称,适合宽范围的连续工作温度。此外,PTFE还因其优秀的电性能而在电子、电工领域得到广泛应用,例如作为电工绝缘护套、化工输送介质、热交换器部件、医用导管等。
二、四氟乙烯—全氟烷氧基乙烯基醚共聚物(PFA) 简介
四氟乙烯—全氟烷氧基乙烯基醚共聚物(PFA)是一种与PTFE物理性质、电性能和化学性能类似的材料。它具有较低的熔融粘度,便于通过常规热塑性加工方法制成产品。PFA可以在-80°C到260°C的温度范围内长期使用,并且对所有化学品都表现出良好的耐腐蚀性,拥有极低的摩擦系数和稳定的电性能。
三、PFA熔融焊接聚四氟乙烯(PTFE)的可能性
由于PTFE的表面张力低(18.5 dyn/cm),并且PTFE不具备可熔融性,直接用PTFE焊接较为困难。为了解决这个问题,可以使用表面张力更低、有可熔融性,且具有类似性能的PFA作为焊材。实验证明,采用PFA焊接PTFE可以获得性能相似的产品,焊缝系数约为0.6-0.8,即拉伸强度大约为12-16 MPa。以下PFA熔融焊接操作过程:
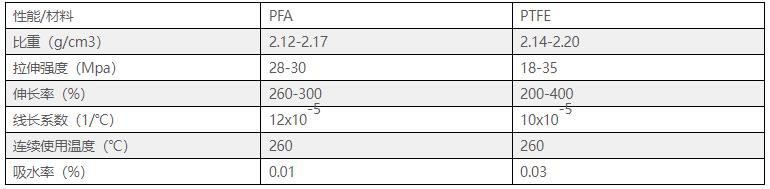
(图:PFA与PTFE的性能比较)
1. 所需设备与材料
Leister焊枪
23W-0.6T无油空气压缩机
减压空气防护面罩
钳工工具
符合标准的PTFE板材
PFA焊条(直径3mm、4mm、5mm;带状)

2. 焊接工艺条件
温度控制:温度应高于PFA的熔点,推荐焊枪温度大于420°C。
焊接压力:建议使用约7 kg的压力使焊条粘附在板材上。
移动速度:控制在3.3 cm/min至5.5 cm/min之间。
表面处理:使用前用丙酮清洁PTFE焊接面,并对其进行适当角度的倒角处理,增加表面粗糙度以提高粘合效果。
3. 安全防护
在400℃高温下,PTFE及PFA会分解出有毒气体,因此操作人员必须穿戴好防护面罩,在空气流动性好的地方操作,否则在室内一定装好引风机,以达到生产场所的通气换风,其它人员禁止在周围工作。
4. 性能测试
随机取样5件,性能测试如下表

(图:性能测试表)
由实验得出结论:用PFA熔融焊接可使焊缝系数达0.6-0.8,这一工艺也可用于形状复杂工件(如三通、弯头)的焊接。
四、PFA热风焊接PTFE制品
PTFE部件的粘接通常只适用于不需要承受重负荷的氟聚合物应用。如果需要承受较大载荷,则必须考虑其他连接技术,如焊接。
由于PTFE的熔点特性,对于复杂形状或大面积的PTFE制品,如板材、圆筒或大口径管道,通常需要采用焊接技术进行拼接或连接。常见的焊接技术包括热压焊接和热风焊接。接下来介绍如何使用PFA进行PTFE制品的热风焊接。
PFA的热熔性允许使用类似于聚氯乙烯的焊接条进行热风焊接。PFA焊接条是由PFA树脂挤出成型,可以是直径约3毫米的半透明圆形,或宽度14毫米、厚度2.5毫米的扁平形状。热风焊接机能够产生高达600℃的温度和0.4至0.75立方米/分钟的风量。

在焊接前,应将待焊部位切削成70°至90°的斜面,并用丙酮清洁焊接表面。将焊枪的热风温度设置在420℃至430℃之间。预热PFA焊条直至透明,然后将其倒入斜面中。使用电热风从焊缝一端缓慢移动至另一端,焊条在移动过程中熔化并与焊接件紧密结合。由于焊接过程中可能产生少量有毒气体,因此操作人员需要保持良好的通风和采取适当的劳动保护措施。
热风焊接的优势在于其适应性强,但缺点是焊缝的强度通常低于热压焊接,大约为PTFE基板的60%。焊缝的质量与操作人员的技术水平密切相关,特别是在人工操作过程中,需要避免由于操作不当导致的局部假焊。焊缝质量的检验可以通过两种方法进行:静电试验(电火花测试)和蒸汽-水循环试验。在静电试验中,如果检测到电火花,则表明存在虚焊或假焊点。蒸汽-水循环试验则要求焊件在2MPa压力下经受蒸汽和水各10分钟的交替测试,经过500次循环后不应出现泄漏。
三氟莱,高纯氟塑料制品生产厂家,半导体工厂高纯PFA管供应商。
本文由三氟莱PFA管小姐姐原创,欢迎关注,带你一起长知识!