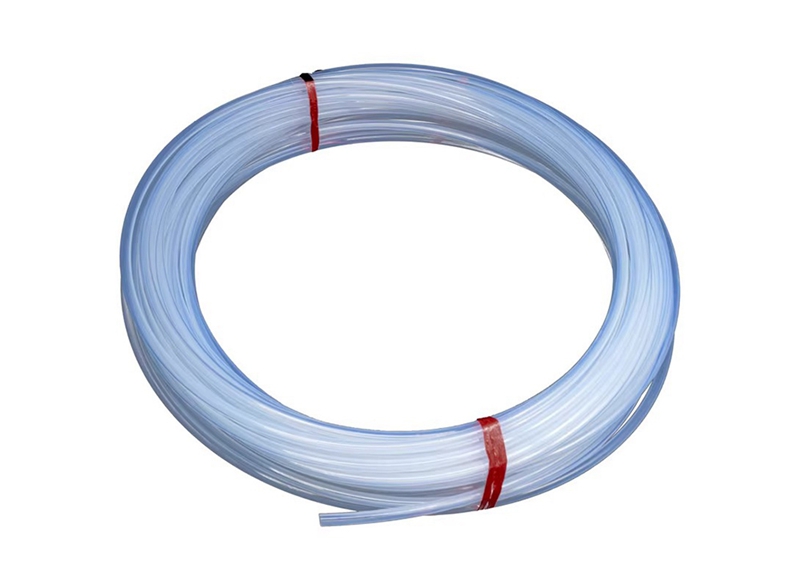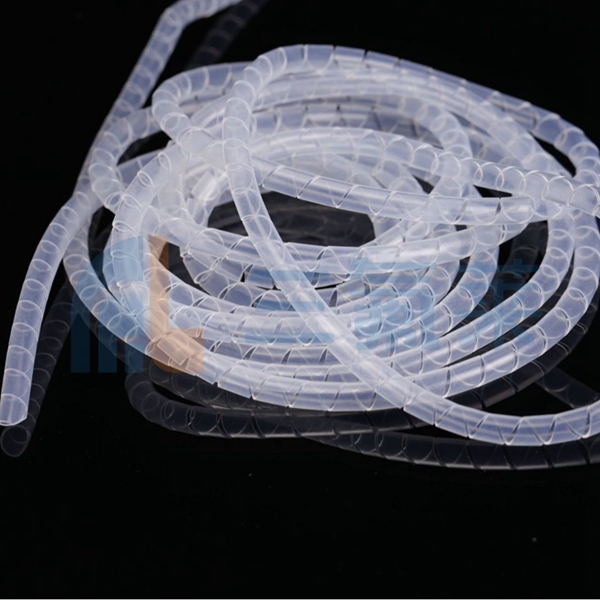
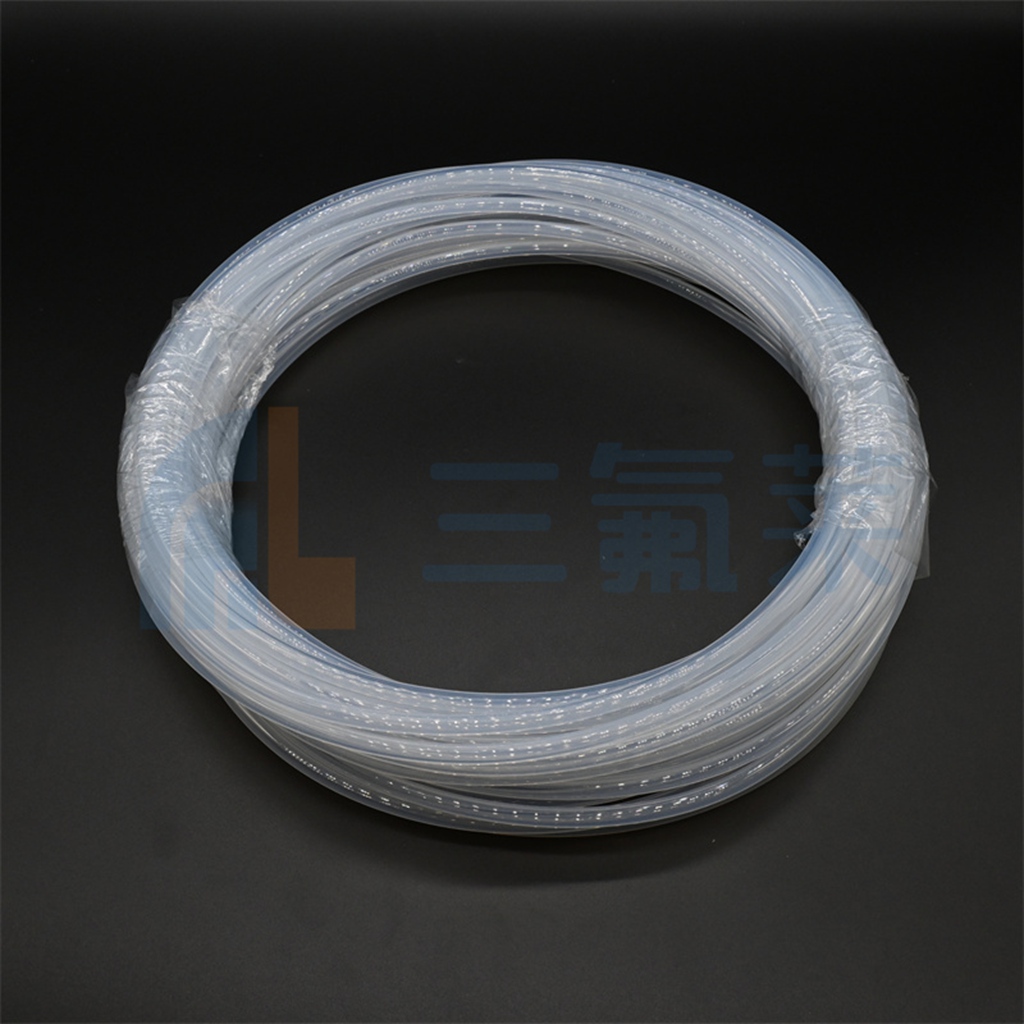
旋切管,又称铁氟龙缠绕管、铁氟龙绕线管,主流是PFA/PTFE/FEP。。。
引导PLA、ABS、PETG等耗材精准进入加热喷头;隔离高温,防止耗材提前软化。。。

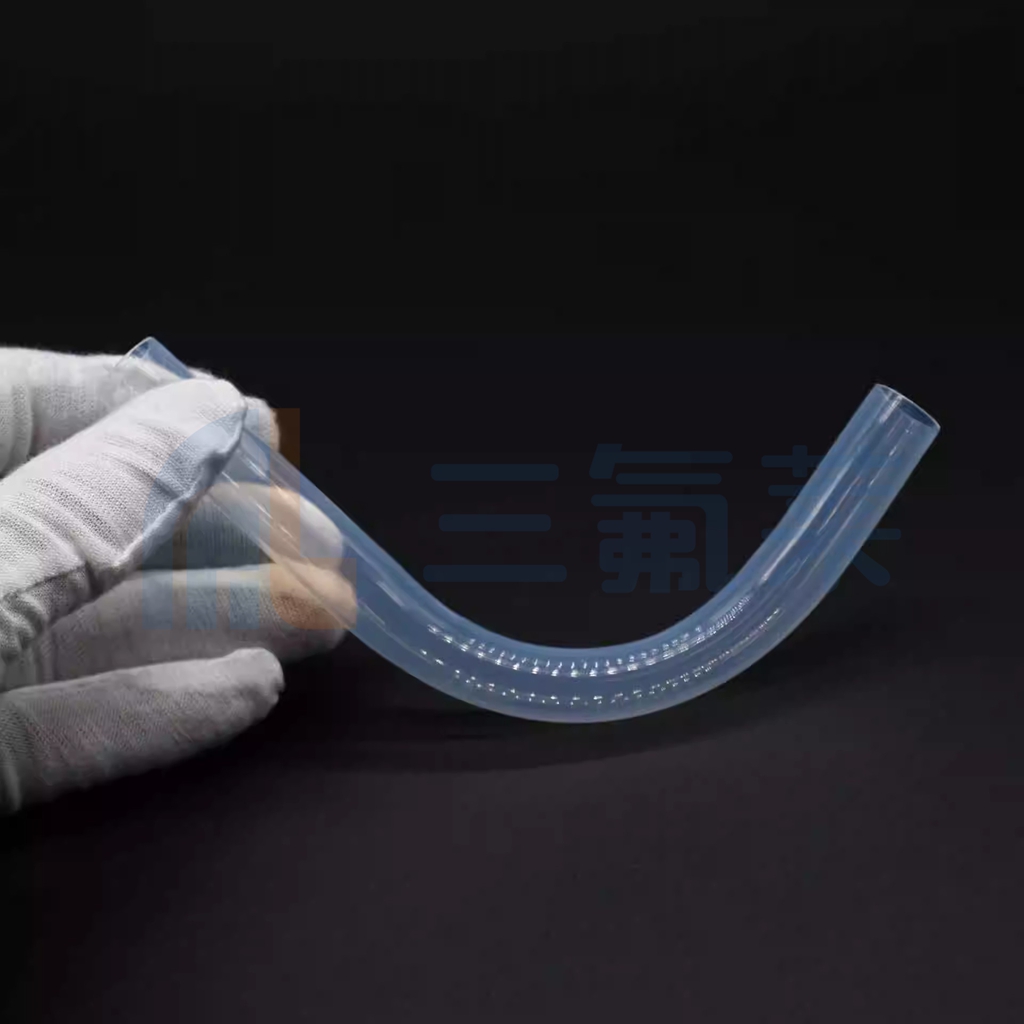
弯管实现管路转向,直管为直线输送,二者配合构成完整管路系统。。。
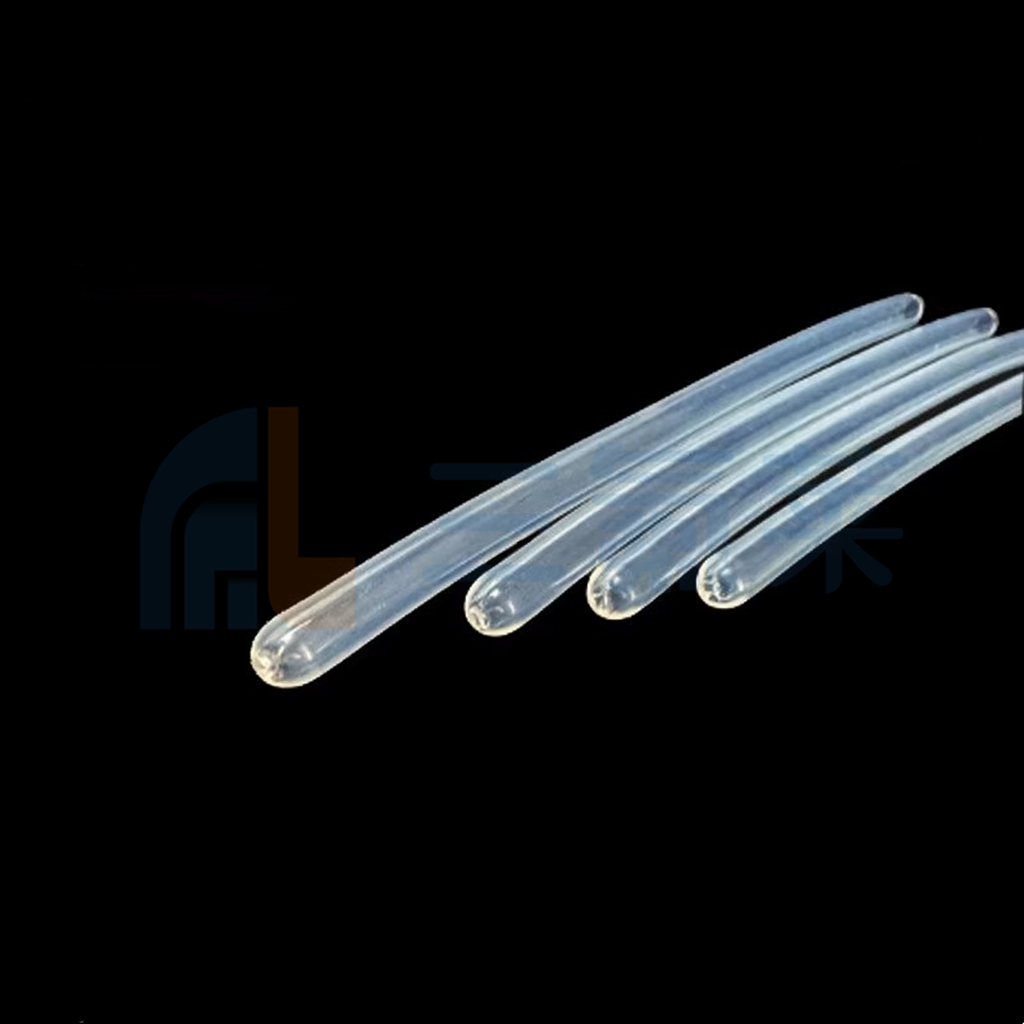
密封厚度均匀,与管体衔接平滑;尺寸精度符合要求,封口外径、长度偏差。。。
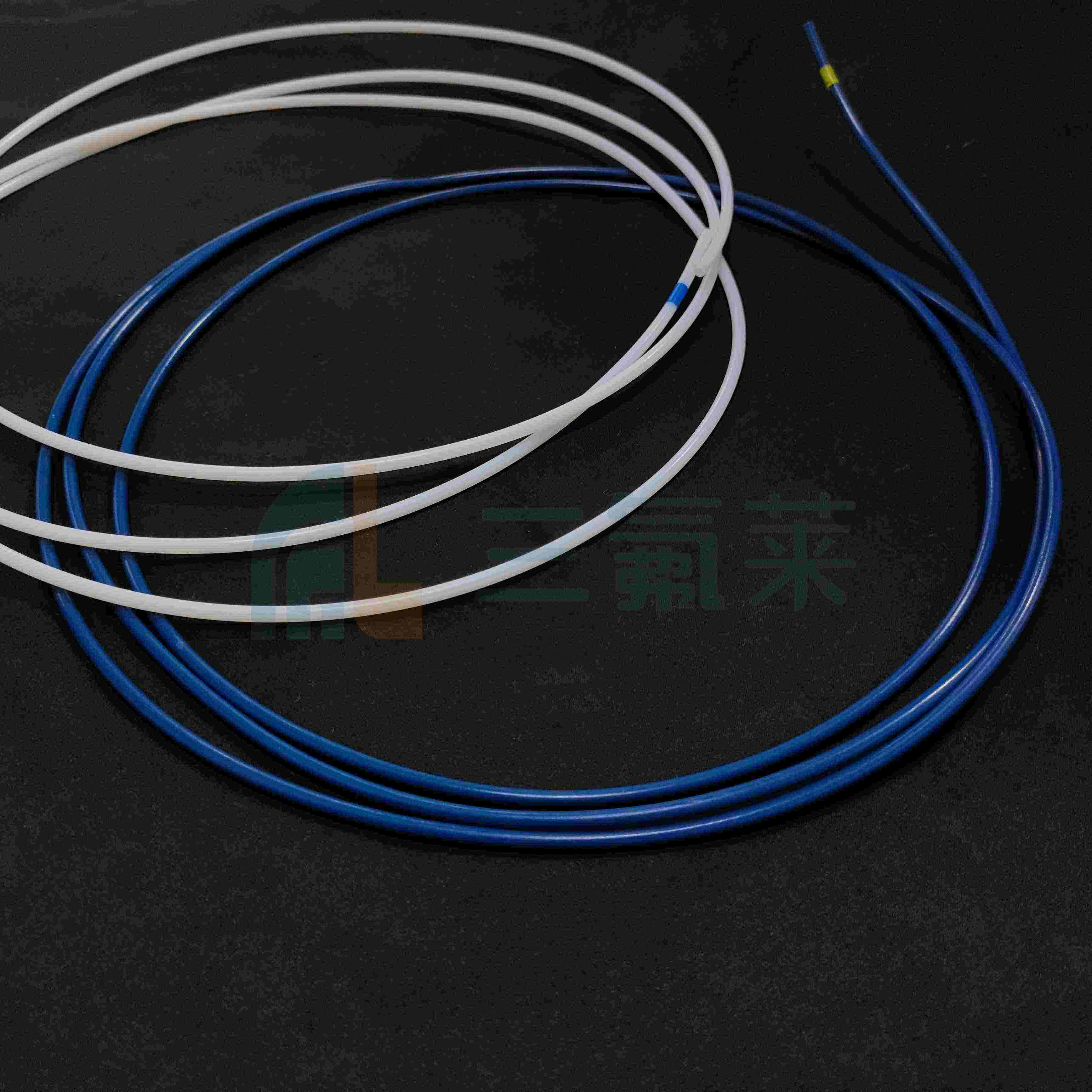
彩色PFA管是以可熔性聚四氟乙烯为基材,添加耐高温、耐化学腐蚀的专用色母制成。。。

设备柔性连接:化工设备、泵阀、反应釜的进出口柔性接头。。。
PFA管,全称是可熔性聚四氟乙烯管,属于高端氟塑料管材。。。
定制级:可根据需求添加特殊添加剂,如抗静电、耐磨损等功能。。。
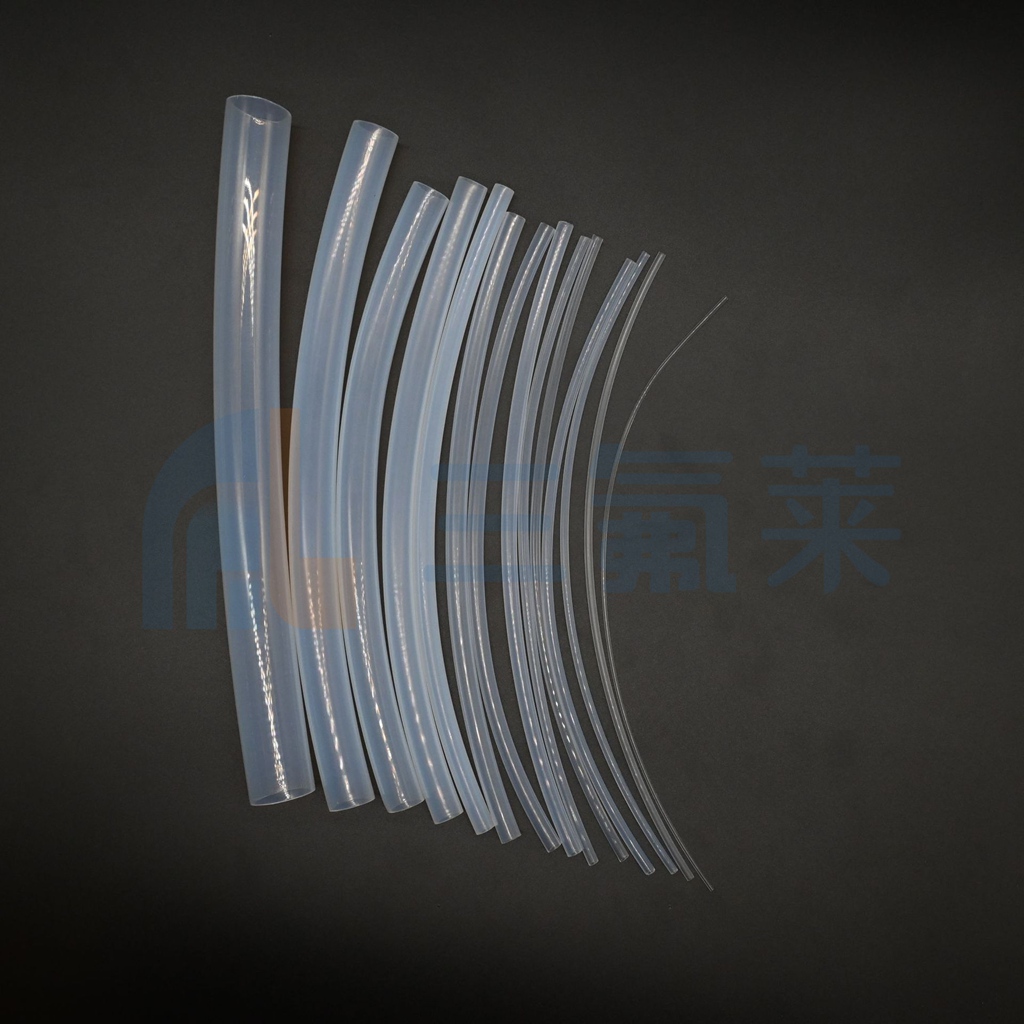
PFA管道的价格通常在每米几十元到几百元不等,具体价格取决于。。。
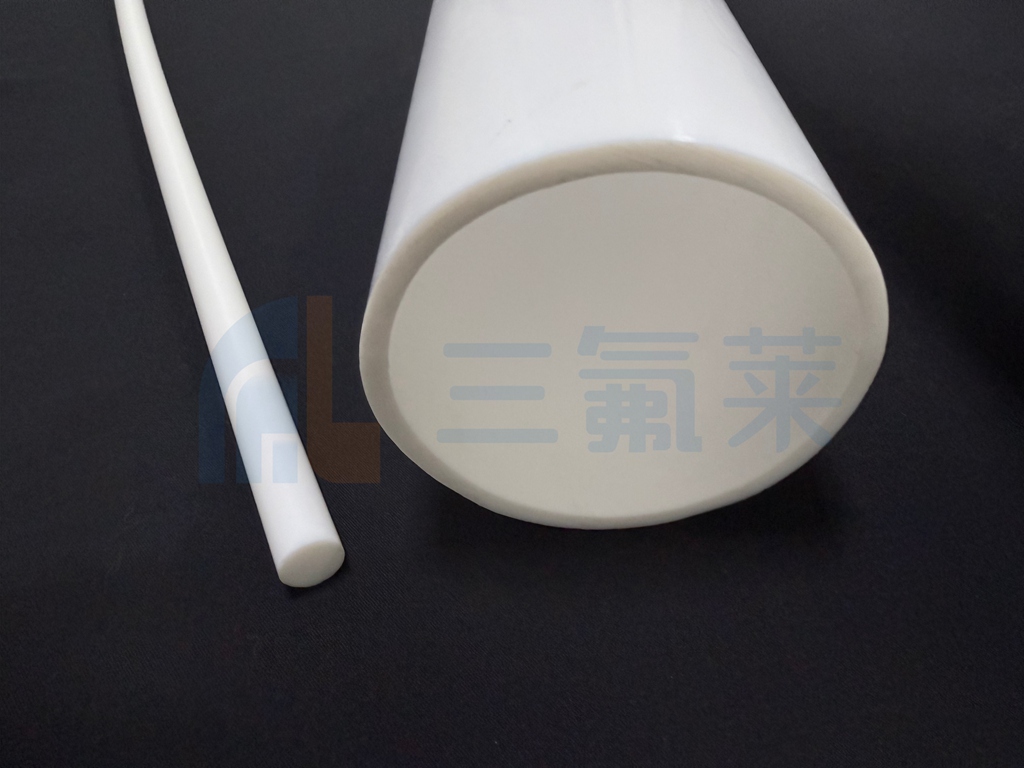
耐腐蚀性极强:耐强酸、强碱、强氧化剂、有机溶剂等几乎所有化学介质,不溶不胀不腐蚀。。。
PFA管的使用寿命没有统一固定值,不同应用场景下,差别非常大。。。
PFA的产品形式有用于模塑和挤塑的粒状产品,用于旋转模塑和涂料的粉状产品。。。


邮箱:lishi@sanfulai.com
电话:0757-27680898
手机:13531433637
地址:中国广东佛山市顺德区杏坛二环路8号顺德智富园38栋